In the automotive industry, intralogistics around the paint line is one of the most demanding processes. It requires not only a continuous flow of parts, but also precise management of references, timing, and intermediate storage.
At the FORVIA plant in Wałbrzych (Poland), one of the leading Tier 1 suppliers serving some of the largest automotive OEMs in Europe, this challenge has been addressed through a system designed to organize all intralogistics activities around the paint line and welding stations.
This is also a long-term project: the installation started in 2015 and has evolved over the years through multiple expansions, adapting to changes in production and new plant requirements.
Intralogistics in automotive: A high-demand multi-reference environment
The starting point is a typical automotive production environment, but with a high level of complexity. The plant manufactures seat frames for different vehicle models, requiring the simultaneous handling of multiple part references.
These parts are produced in different cells where operations such as welding or riveting are carried out. At the end of these processes, each part is already suspended from a hook specifically designed for its handling.
This is a key aspect: the system does not handle loose parts, but pre-hung units that do not require direct manual manipulation.
From this point on, intralogistics takes over.
Load unit: How the flow is structured from the start

One of the key elements of the system is how the load unit is defined and introduced into the flow.
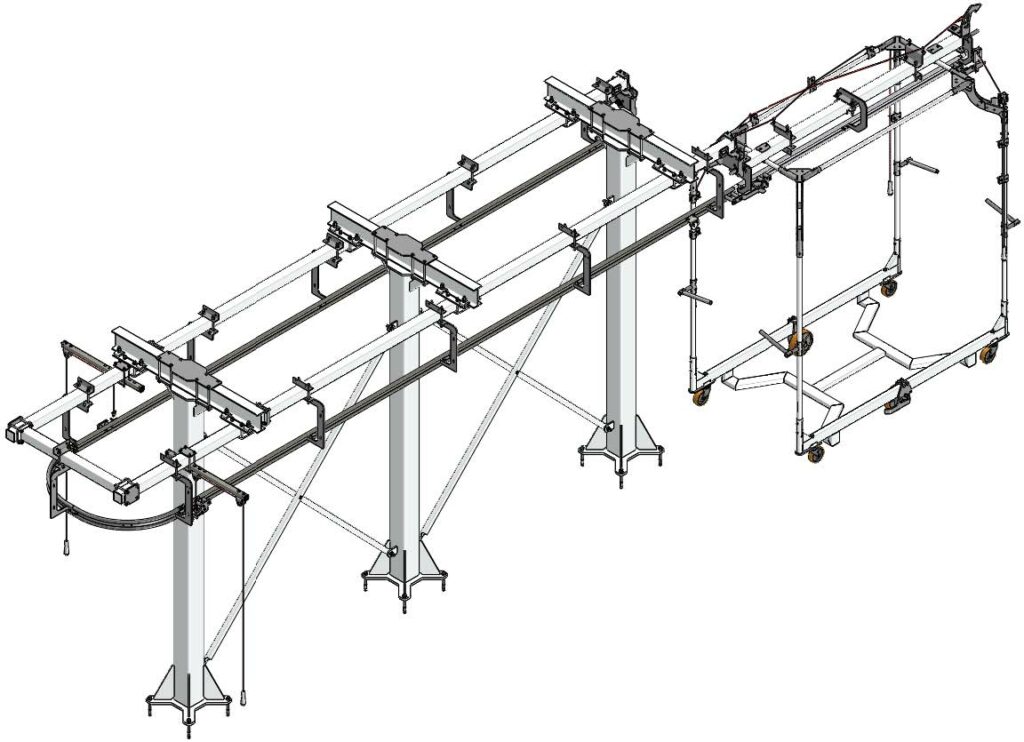
In this case, the load unit consists of three elements: the trolley, the custom hook, and the parts. This case is particular because the hook is detached from the trolleys and inserted directly into the paint line. As a result, the robot located in the production cell only handles the hook with the seat frames.
The hook and seat frames assembly is loaded directly onto the trolleys in the workstation stocks, where it remains temporarily before further transport.
What is a workstation stock in intralogistics?
The workstation stock, also known as line-side stock, is a local buffer located at the line edge or workstation. It facilitates the handling of parts between workstations and the transport system.
Its configuration allows load units to circulate in an organized way, with direct operator access and without interfering with other areas of the plant.
Beyond its role as temporary storage, workstation stocks act as balancing elements. They absorb small variations in production, preventing them from impacting the rest of the system.
They also improve ergonomics and operational clarity. Operators work within a defined area, following a clear flow logic, which reduces errors and increases efficiency.
In practice, this is where production and intralogistics connect.
Transport carts: Linking production and storage
Once the trolleys are loaded in the workstation stocks, they are transported out of the production area.
This is done using transport carts, both manual and autonomous (AMRs), which move through the plant aisles connecting different areas. These carts transfer the load units efficiently and in an organized manner to the storage system, without interfering with other operations.

Movement follows a defined logic, ensuring continuous flow while avoiding unnecessary crossings or congestion points.
During transport, the parts remain suspended, maintaining the integrity of the load unit. This is especially important when handling hanging parts, where uncontrolled movement could affect quality or safety.
Upon reaching the shopstock, the transport cart positions itself at the connection point. This docking process is guided by the system, ensuring that the cart can only be connected in the correct position.
This guarantees that the transfer of load units between the cart and the storage system is carried out safely and in a controlled manner.
Once docked, the operator, in the case of manual carts, can perform the transfer easily, with the system stabilized and without risk of unintended movement.
This step marks the transition from in-plant transport to warehouse or accumulation buffer management.
Reference-based storage: Order and flow control
Once transferred from the carts, the load units enter the storage system.
All systems are interconnected in real time, allowing full use of system functionalities and efficient flow coordination.
At this stage, the flow shifts from simple movement to structured management.
The warehouse is organized using accumulation rails where seat frames are grouped by reference. Each rail acts as a dedicated storage point, ensuring order even when handling multiple references simultaneously.
Thanks to real-time communication, the system can operate with both single-reference and multi-reference storage, providing maximum flexibility.
Parts remain in an intermediate buffer until they are fed into the paint line. When transport carts place the trolleys into the Esyair system, it communicates directly with robotic cells to provide real-time information about the next reference to be processed.
Paint line feeding: Precision and flow continuity
When parts are ready to enter the paint line, the system ensures a smooth and controlled transition from storage to process. Through software planning and control, intralogistics around the paint line is fully coordinated, ensuring that each load unit arrives at the exact time and in the required conditions.
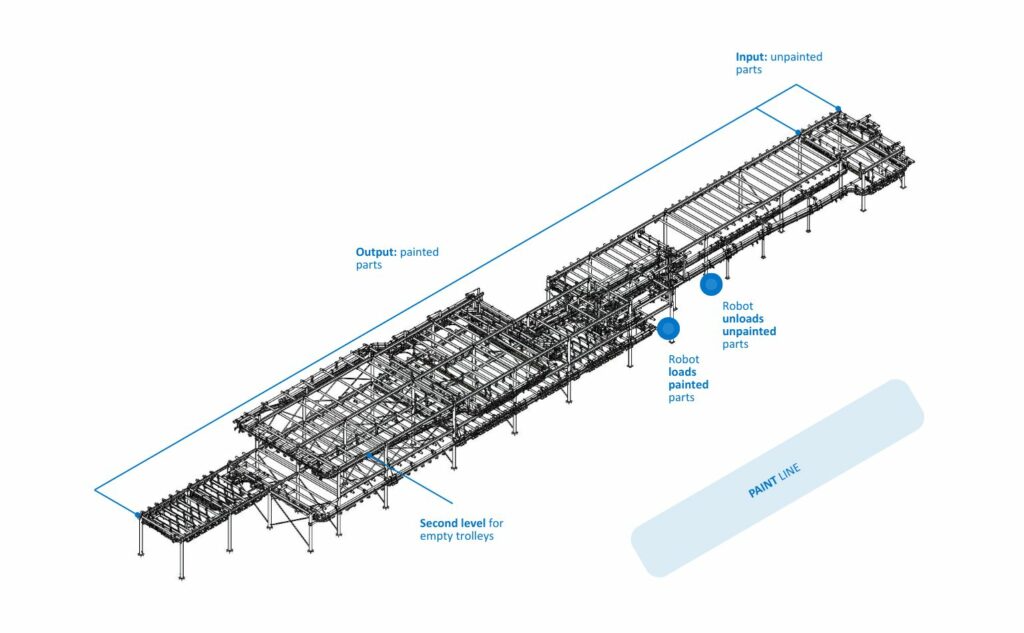
At this stage, a robot unloads the hook and parts assembly from the trolley and inserts it into the paint line. This operation is carried out in a consistent and repeatable way, ensuring that each part enters the process in the correct position and conditions.
The hook design simplifies this interaction. The robot performs a slight lifting motion to disengage it from the trolley, allowing a fast and controlled transfer without complex handling.
This ensures continuity of flow from production cells to painting, maintaining stability in a process where precision is critical.
After painting: Reorganizing the flow
Once the painting process is completed, parts are not sent directly to assembly.
They first pass through a second storage area, where they are reorganized before continuing their journey.
This intermediate step allows the system to regain control of the flow after a critical process such as painting, where variations in timing or sequence may occur, always ensuring FIFO unloading.
Transport carts are again used to move parts to the next stage: the assembly area.

Assembly area: Consistent logic, greater efficiency
In the assembly area, the system follows the same logic used at the beginning of the process.
Workstation stocks are used again to manage parts before final handling. Here, robots unload the parts for integration into the assembly process.
Maintaining consistent structures throughout the flow simplifies operations, reduces the learning curve, and ensures overall system coherence.
A warehouse that also manages timing
In addition to organizing parts by reference, the system includes a key feature: start-up time management.
The warehouse has a second level used to store empty trolleys before weekend shutdowns. This ensures immediate availability at the start of the week, enabling a fast and smooth restart.
This second level does not interfere with the main flow, as level changes are handled through elevators.
It is a detail that may go unnoticed but has a direct impact on operational efficiency.
Intralogistics software: The layer that connects everything
While much of the system is based on simple and robust physical solutions, software plays a key role in intralogistics.
The project scope included PLC-level control and communication with robotic cells and the plant MES, enabling full coordination of system movements.
Thanks to this control layer, it is possible to:
- manage part flow
- monitor system status
- ensure correct reference distribution
- reduce handling, minimizing rejects
The software does not replace the physical logic of the system, but enhances it, providing visibility and coherence across the entire installation.
A scalable intralogistics solution

One of the most remarkable aspects of this project is its evolution.
Since its initial implementation in 2015, the system has been expanded in different phases, adapting to new models, production changes, and additional storage requirements.
This has been possible thanks to a design that allows growth without disrupting existing operations.
The ability to expand, reconfigure, and adapt the system without redesigning the entire intralogistics setup is key to its long-term value.
It also reflects the value of strong teamwork, where continuous collaboration and a deep understanding of the process have been essential to successfully evolve the system over time.
Intralogistics integrated into the process
This case at FORVIA Wałbrzych shows how intralogistics in automotive can evolve from a supporting function to a structural part of the production process.
It is not just about moving parts, but about organizing flow, supporting plant operations, and ensuring that each process receives what it needs, when it needs it.
When the system is well designed, it does not create friction or force the plant to adapt to it.
It integrates, supports, and sustains the production rhythm without drawing attention. And that is where it delivers real value: when intralogistics becomes a natural part of the process.
Optimize the flow around your processes
We design intralogistics that fits your plant