En el sector de la automoción, la intralogística alrededor de la línea de pintura es uno de los procesos más exigentes. No solo requiere un flujo continuo de piezas, sino también una gestión precisa de referencias, tiempos y almacenamiento intermedio.
En la planta de FORVIA en Wałbrzych (Polonia), uno de los principales proveedores Tier 1 que suministra componentes a algunos de los mayores fabricantes de automóviles de Europa, este reto se ha abordado mediante un sistema diseñado para organizar toda la intralogística en torno a la línea de pintura y los puestos de soldadura.
Se trata además de un proyecto con recorrido: la instalación comenzó en 2015 y ha ido evolucionando mediante distintas ampliaciones, adaptándose a los cambios en producción y a nuevas necesidades de la planta.
Intralogística en automoción: un entorno multirreferencia exigente
El punto de partida es un entorno típico de automoción, pero con un alto nivel de exigencia. En la planta se fabrican estructuras de asiento para distintos modelos de vehículo, lo que implica trabajar con múltiples referencias de forma simultánea.
Estas piezas se producen en distintas celdas donde se realizan operaciones como soldadura o remachado. Al finalizar estos procesos, cada pieza queda suspendida en un gancho diseñado específicamente para su manipulación.
Este detalle es clave: el sistema no trabaja con piezas sueltas, sino con unidades ya suspendidas que no requieren manipulación manual directa.
A partir de aquí, comienza la intralogística.
Unidad de carga: cómo organizar el flujo desde origen

Una de las claves del sistema es cómo se define la unidad de carga y cómo se introduce en el flujo.
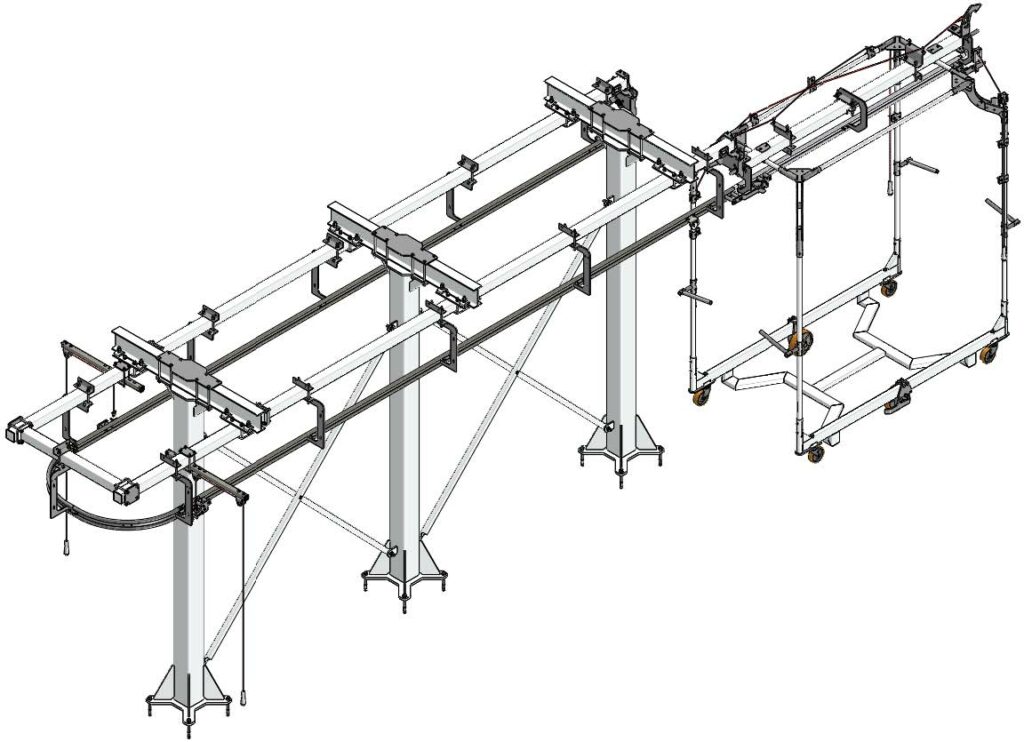
En este caso, la unidad de carga está formada por tres elementos: el trolley, el gancho a medida y las piezas. Este caso es particular, ya que el gancho se desacopla de los trolleys del transportador aéreo y se inserta también así en la línea de pintura. De este modo, el robot posicionado en la celda de producción únicamente manipula el gancho con las estructuras de asiento.
La carga del conjunto gancho y estructuras de asiento se realiza directamente sobre los trolleys ubicados en los stocks de puesto, donde permanecen temporalmente antes de continuar su recorrido.
¿Qué es un stock de puesto en intralogística?
El stock de puesto, también conocido como workstation stock, es un buffer local situado en el borde de línea o en un puesto de trabajo que facilita la manipulación de piezas entre las estaciones de trabajo y el sistema de transporte.
Su configuración permite que las unidades de carga circulen de forma ordenada, con acceso directo para el operario y sin interferir en otras zonas de la planta.
Más allá de su función como almacenamiento temporal, los stocks de puesto actúan como un elemento de equilibrio. Absorben pequeñas variaciones en la producción, evitando que estas afecten directamente al resto del sistema.
También aportan ergonomía y claridad operativa. El operario trabaja sobre una zona definida, con una lógica de movimiento clara, lo que reduce errores y mejora la eficiencia.
En la práctica, es el punto donde la producción y la intralogística se conectan.
Carros de transporte: conexión entre producción y almacenamiento
Una vez que los trolleys han sido cargados en los stocks de puesto, comienza su desplazamiento fuera de la zona de producción.
Para ello, se utilizan carros de transporte, tanto manuales como autónomos (AMRs), que recorren los pasillos de la planta conectando las distintas áreas. Estos carros permiten trasladar las unidades de carga de forma ágil y ordenada hasta el sistema de almacenamiento, sin interferir con otras operaciones.

El movimiento responde a una lógica definida que permite mantener el flujo continuo y evitar cruces innecesarios o puntos de congestión.
Durante este trayecto, las piezas permanecen colgadas, manteniendo la integridad de la unidad de carga. Esto es especialmente relevante cuando se trabaja con piezas suspendidas, donde cualquier movimiento descontrolado podría afectar a la calidad o a la seguridad.
Al llegar al almacén, el carro de transporte se posiciona en el punto de conexión. Este acoplamiento está guiado por el propio sistema y asegura que el carro solo pueda colocarse en la posición correcta.
De este modo, la transferencia de las unidades de carga entre el carro y el sistema de almacenamiento se realiza de forma segura y controlada.
Una vez acoplado, el operario, en el caso de carros manuales, puede realizar la transferencia de forma sencilla, con el sistema estabilizado y sin riesgo de movimientos inesperados.
Este momento marca la transición entre el transporte en planta y la gestión dentro del almacén o pulmón de acumulación.
Almacenamiento por referencia: orden y control del flujo intralogístico
Una vez transferidas desde los carros, las unidades de carga entran en el sistema de almacenamiento.
Todos los sistemas se comunican entre sí en tiempo real, lo que permite aprovechar al máximo las funcionalidades del sistema y coordinar el flujo de forma eficiente.
Aquí es donde el flujo deja de ser únicamente movimiento y pasa a ser gestión.
El almacén está organizado mediante barras de acumulación donde las estructuras de asientos se agrupan según su referencia. Cada barra actúa como un punto de almacenamiento específico, lo que permite mantener el orden incluso cuando se trabaja con múltiples variantes en paralelo.
Gracias a esta comunicación en tiempo real, es posible trabajar tanto con barras monorreferencia como multirreferencia, lo que aporta flexibilidad al sistema.
Las piezas permanecen en un buffer intermedio hasta ser descargadas en la línea de pintura. Cuando los carros de transporte depositan los trolleys en el sistema Esyair, este se comunica directamente con las células robotizadas para proporcionar en tiempo real la referencia que se va a cargar.
Entrada en pintura: precisión en la transferencia y continuidad del sistema
Cuando las piezas están listas para avanzar a la línea de pintura, el sistema asegura una transición ordenada desde el almacenamiento hasta el proceso. Gracias a la planificación y control del software, toda la intralogística alrededor de la línea de pintura se coordina para que cada unidad de carga llegue en el momento exacto y en las condiciones adecuadas.
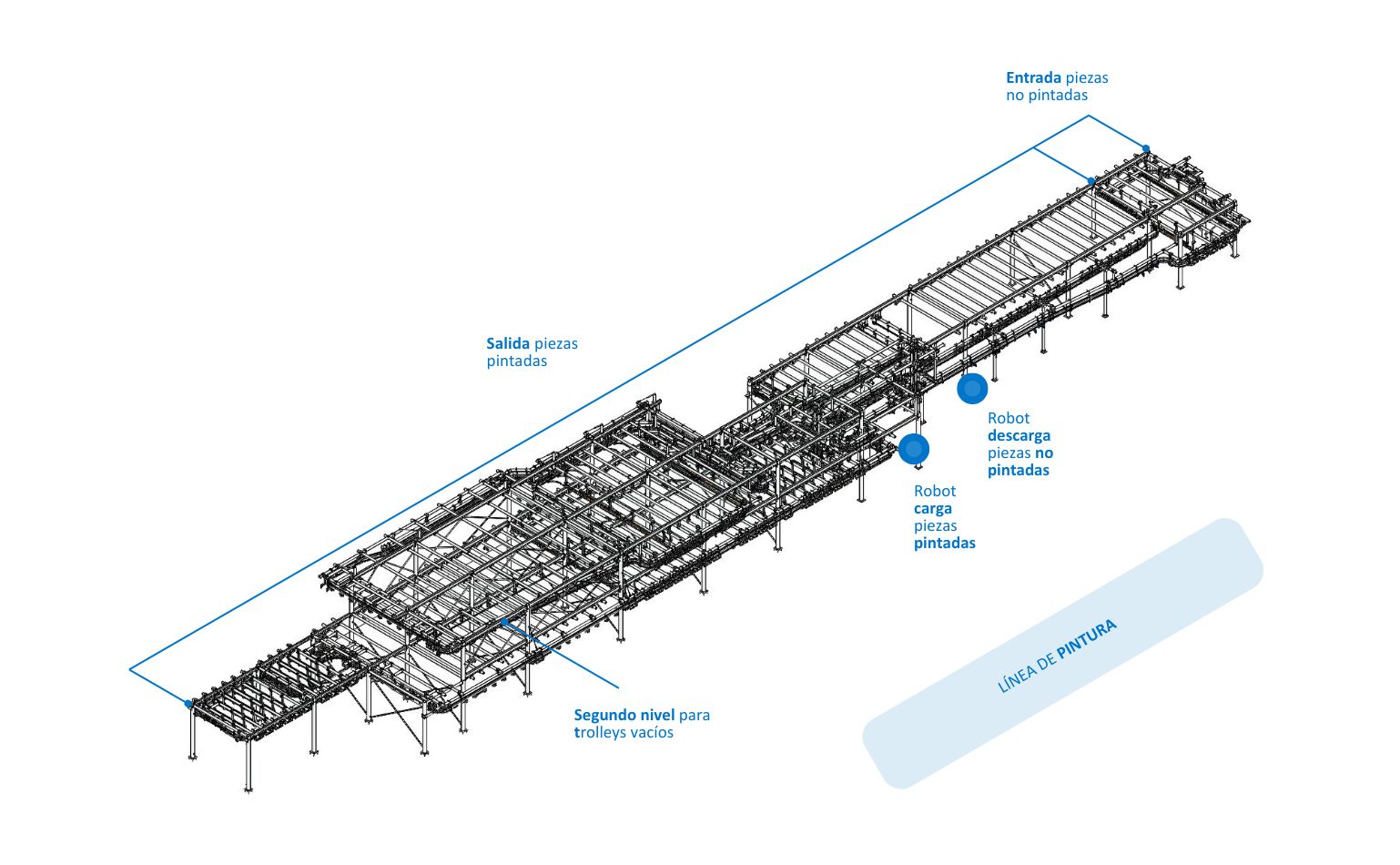
En este punto, un robot se encarga de descargar el conjunto de gancho y pieza desde el trolley e introducirlo en la línea de pintura. Esta operación se realiza de forma directa y repetitiva, garantizando que cada pieza entra en el proceso en la posición y condiciones adecuadas.
El diseño del gancho facilita esta interacción. El robot realiza un ligero levantamiento para desacoplarlo del trolley, lo que permite una transferencia rápida y controlada sin necesidad de manipulaciones complejas.
De este modo, se mantiene la continuidad del flujo desde las celdas de producción hasta la pintura, asegurando estabilidad en un proceso donde la precisión es clave.
Después de la línea de pintura: reorganizar el flujo en la intralogística de la planta
Una vez finalizado el proceso de pintura, las piezas no se envían directamente a ensamblaje.
Primero pasan por una nueva zona de almacenamiento, donde se reorganizan antes de continuar su recorrido.
Este paso intermedio permite recuperar el control del flujo tras un proceso crítico como es la pintura, donde pueden existir variaciones en tiempos o secuencia, garantizando siempre la descarga por FIFO.
De nuevo, los carros de transporte entran en juego, recogiendo las piezas y trasladándolas hacia la siguiente etapa: la zona de ensamblaje.

Zona de ensamblaje: misma lógica, mayor eficiencia
En ensamblaje, el sistema recupera una lógica similar a la del inicio del proceso.
Se utilizan nuevamente stocks de puesto que permiten gestionar las piezas antes de su manipulación final. En esta zona, los robots descargan las piezas para su integración en el proceso de ensamblaje.
Mantener estructuras conocidas a lo largo del flujo facilita la operativa, reduce la curva de aprendizaje y aporta coherencia al sistema.
Un almacén que también gestiona los tiempos
Además de organizar las piezas por referencia, el sistema incorpora una funcionalidad clave: la gestión de los tiempos de arranque.
El almacén dispone de un segundo nivel que permite almacenar trolleys vacíos antes de las paradas de fin de semana. De este modo, al inicio de la semana, el sistema dispone de capacidad inmediata para arrancar sin retrasos.
Este segundo nivel no interfiere con el flujo de piezas principal, ya que el cambio de nivel se realiza mediante elevadores.
Es un detalle que puede pasar desapercibido, pero con impacto directo en la eficiencia operativa.
Software intralogístico: la capa que conecta todo
Aunque gran parte del sistema se basa en soluciones físicas simples y robustas, el software juega un papel esencial dentro de la intralogística.
El alcance del proyecto incluyó el desarrollo del control a nivel de PLC y la comunicación con islas robotizadas y el MES de planta, lo que permite coordinar todos los movimientos del sistema.
Gracias a esta capa de control, es posible:
- gestionar el flujo de piezas
- controlar el estado del sistema
- asegurar la correcta distribución por referencias
- reducir manipulaciones, disminuyendo el rechazo
El software no sustituye la lógica física, sino que la refuerza, aportando visibilidad y coherencia a toda la instalación.
Una solución de logística interna que evoluciona con la planta

Uno de los aspectos más representativos de este proyecto es su evolución.
Desde su implantación inicial en 2015, el sistema ha sido ampliado en distintas fases, adaptándose a nuevos modelos, cambios en producción y necesidades adicionales de almacenamiento.
Esto ha sido posible gracias a un diseño que permite crecer sin romper lo existente.
La capacidad de ampliar, reconfigurar o adaptar el sistema sin replantear toda la intralogística es una de las claves para que este tipo de soluciones tengan recorrido en el tiempo.
También pone en valor el trabajo en equipo, donde la colaboración continua y el conocimiento del proceso han sido fundamentales para evolucionar el sistema de forma exitosa a lo largo del tiempo.
Una gestión interna de piezas integrada en el proceso
Este caso en FORVIA Wałbrzych muestra cómo la intralogística en automoción puede pasar de ser un elemento auxiliar a convertirse en una parte estructural del proceso productivo.
No se trata solo de mover piezas, sino de ordenar el flujo, facilitar el trabajo en planta y asegurar que cada proceso recibe lo que necesita, cuando lo necesita.
Cuando el sistema está bien diseñado, no genera fricción ni obliga a la planta a adaptarse a él.
Se integra, acompaña y sostiene el ritmo de producción sin hacerse notar.
Y precisamente ahí es donde aporta valor: cuando el flujo interno de materiales pasa a formar parte natural del proceso.
Optimiza el flujo alrededor de tus procesos
Diseñamos intralogística que se adapta a tu planta