Within the realm of industrial processes, the internal logistics of a factory stands as a crucial element in achieving desired productivity outcomes. In this context, selecting suitable transportation or storage systems is essential for streamlining workflows and maximizing operational efficiency. While numerous options exist, ranging from forklifts to conveyor belts, we aim to introduce you to a solution that may be less familiar but, in some cases, more effective: overhead conveyors, also known as aerial conveyors.
Join us on this journey as we delve into the key aspects of overhead conveyors. We will uncover how they can enhance the internal logistics of your factory, boosting productivity and optimizing final outcomes.
What is an Overhead Conveyor?
An overhead conveyor, also known as a suspended transportation, plays a pivotal role in industrial logistics. Its primary function is the efficient transfer and handling of materials within a production facility. Unlike conventional conveyors that move along the ground, overhead conveyors use elevated rails to transport suspended loads in the air.
These systems are meticulously designed to move a wide variety of products, from small components to bulky items. They can employ a range of suspension devices, such as hooks, trolleys, or trays, to accomplish this task. In addition to their versatility, overhead conveyors can seamlessly integrate with other equipment, such as elevators, diverters, and loading and unloading stations. This capability allows for the creation of automated and optimized workflows, thereby enhancing efficiency and productivity in the industrial environment.
Furthermore, these systems can be situated on platforms at elevated levels above the ground, with structures attached to the ceiling of a plant. This arrangement maximizes available floor space and optimizes the layout of the manufacturing facility.
What types of Overhead Conveyors are there?
There are several types of overhead conveyors, each with specific characteristics that make them suitable for different industrial applications and environments. Below, we describe three of the most common types:
- Non-accumulating Overhead Conveyors (Monorails): These systems use a single elevated rail for transporting loads along the production line. The load units are directly connected to the transport transmission medium, such as a rope, chain, or cable. This allows simultaneous movement of all hooks along the rail. They are ideal for applications requiring continuous product transport, in manufacturing processes without the need for accumulation between stations. Their simple and efficient design makes them a popular choice for many industries.

- Accumulating Overhead Conveyors (Birail, Power&Free): Known as Birail or Power&Free, these systems allow product accumulation between workstations, increasing flexibility in production. A Power&Free conveyor has a Power track, which provides traction to the system, and a Free track, which allows movement of the load units. They are ideal for applications requiring flexibility and product accumulation between workstations, such as assembly lines.

- Accumulating Overhead Conveyors (EMS o Electrified Monorail Systems): This type of overhead conveyor is characterized by its high flexibility and efficiency in material flow management. Each load unit has its own propulsion system that allows it to move autonomously along the elevated rails. This is especially useful in production lines with multiple processes and frequent changes in the work sequence. The independent movement capability of each load unit facilitates the accumulation and distribution of products between different workstations. However, it’s important to note that its initial and maintenance costs are relatively high compared to the previous systems.
What are the benefits of overhead conveyors?
Overhead conveyors offer a range of significant advantages that make them an attractive option for a variety of applications in manufacturing environments. Below are some of the key benefits provided by overhead conveyors:
- Better space utilization: By using vertical space, overhead conveyors allow for improved utilization of available space compared to ground-based transport systems. The use of elevators or slopes enables operation on different levels of the plant without losing direct connection to workstations. This ability to utilize aerial space provides greater flexibility in plant design. Additionally, it can result in significant cost savings and increased efficiency in space utilization.

- Flexibility: Overhead conveyors allow for full adaptation to the plant layout through curves, switches, elevators, etc. They offer a wide range of design options that can be tailored to the specific needs of each application and manufacturing environment. From layout configuration to load capacity and transport speed, these systems can be customized to meet particular requirements. They thus provide a versatile and adaptable solution to every industrial process.
- Optimized material flow: Overhead conveyors enable a continuous and automated flow of materials along the production line. This reduces downtime and increases productivity. By minimizing manual intervention, errors are reduced, and precision in material handling is improved.
- Traceability and control: Overhead conveyors can be integrated with warehouse management systems and product tracking software. This allows for better traceability and inventory control throughout the entire production chain. The ability to monitor the movement of materials and products in real-time facilitates the optimization of logistic processes and decision-making.
Industrial Applications of Overhead Conveyors
Overhead conveyors play a fundamental role in a variety of industrial applications, providing efficient solutions for the transportation of materials and products. Let’s explore some specific examples:
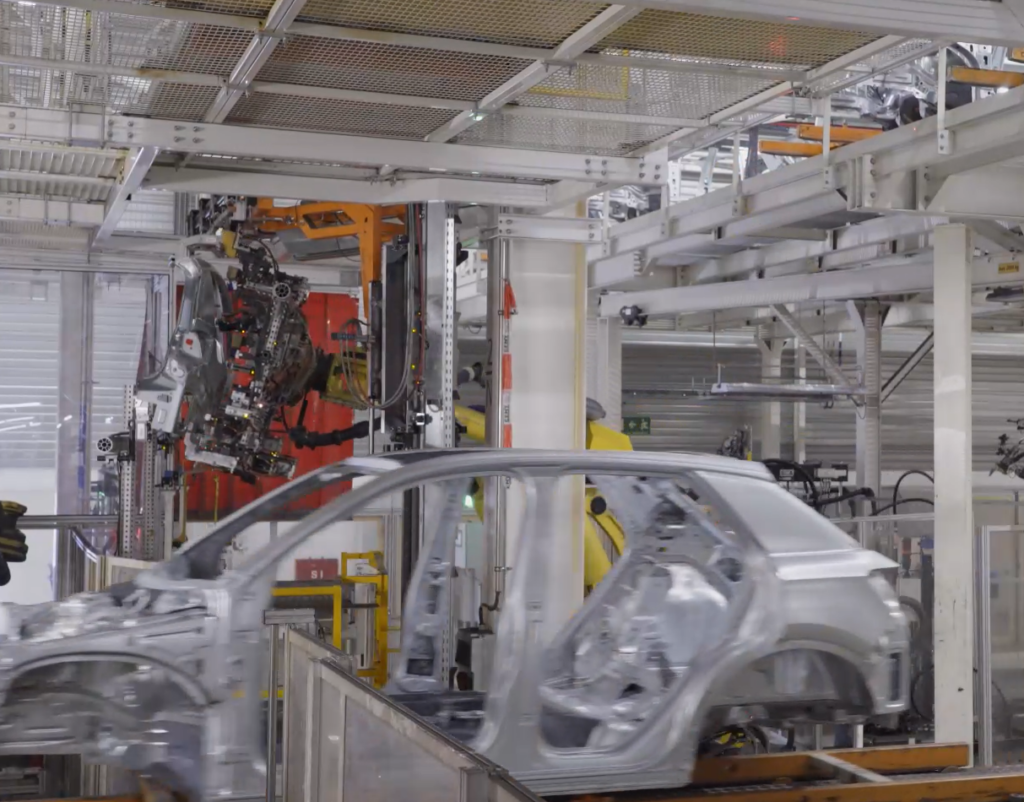
- Automotive OEM Assembly Line Transport: In automotive factories, overhead conveyors are widely utilized for transporting components during the assembly process. For instance, on an assembly line, overhead conveyors can efficiently transport doors, panels, body sides, and other parts between workstations, right up to the assembly line edge. This ensures that components arrive on time and in the correct sequence, facilitating easy and efficient vehicle assembly.
- Process Integration in Plastic Parts Manufacturing: In plastic parts production plants, overhead conveyors can be used to connect various stages of the manufacturing process. For instance, after molding plastic parts, overhead conveyors can transport them directly to painting or finishing stations. Subsequently, the finished pieces can be transferred by overhead conveyors for packaging and even shipment on a truck equipped with rails. This process integration reduces cycle times and enhances overall production efficiency.
- Box Transportation in Textile Distribution Centers: In distribution centers, overhead conveyors can play a crucial role in efficient inventory management and order preparation. For instance, they can transport empty boxes to packing stations where products are selected and packed. This continuous box transport streamlines operations and reduces waiting times, enabling faster product distribution.

What is a hook?
In the context of overhead conveyors, the hook plays an important role as a direct interface between the load unit and the transported part. A typical load unit consists of three essential elements: the trolley, the hook, and the part itself.
There are various types of hooks, each designed to meet the specific needs of the application. The most common is the custom hook, meticulously designed for a particular part. This type of hook fits perfectly to the geometry of the piece, ensuring safe and stable transportation. When designing this hook, it is essential to analyze the appropriate support points to achieve optimal balance and stability of the part during transportation.
In certain applications, such as handling painted parts or delicate objects, it is important to avoid any contact that could damage the surface. For this reason, hooks designed specifically for these situations are used, ensuring that the product is transported without any damage.
On the other hand, there are more standardized hooks, such as bag-type hooks, which offer a versatile solution for transporting multiple pieces. These hooks allow multiple pieces to be inserted inside, optimizing space and increasing transportation efficiency.

In summary, the hook in an overhead conveyor not only serves as a means of attachment but also plays a crucial role in protecting the transported part and optimizing the transportation process. Its carefully designed and tailored design to the specific application ensures safe and efficient handling of loads in various industrial environments.
Safety Considerations
Safety is an absolute priority in any industrial environment. Below are some important safety considerations to keep in mind when working with overhead conveyors:
- Use of safety devices: It’s important to use appropriate safety devices such as guardrails, safety locks, or emergency buttons to minimize the risk of accidents. These devices help prevent unauthorized access to hazardous areas and stop the conveyor operation in case of an emergency. Although overhead conveyors pose less risk than, for example, a robotic workstation, it’s important to comply with the appropriate regulations.
- Signage and marking: Clear and adequate signage around overhead conveyors is important. Hazard areas, evacuation routes, emergency controls, and safety procedures should be clearly indicated. This helps keep workers informed and alert about potential risks and necessary safety measures.
- Staff training: All workers operating near overhead conveyors should receive proper training on the safe use of equipment. Personnel should also be trained on emergency procedures in case of an accident. This includes training in safe operation of controls, loading and unloading of materials, and identification and response to emergency situations.
- Preventive maintenance: A regular preventive maintenance program should be implemented to ensure that the equipment operates safely and efficiently at all times.
Transport and Storage?
The primary function of overhead conveyors is the transportation of materials along the production line. However, these systems also offer the possibility of carrying out storage tasks in designated areas for this purpose.
It is possible to adapt the overhead conveyor circuit to include an “accumulation buffer.” This is an area where pieces can be temporarily stored before being processed in the next stage of production. This approach offers flexibility and meticulous organization in material flow management.
Additionally, there are specific applications where the main function of the overhead conveyor is storage and sequencing of parts, following the FIFO method. For this purpose, specialized storage systems can be used, such as the hanging part warehouse offered by Esypro, known as Almaflex. This manually operated system allows workers to push or pull parts along rails easily and ergonomically.

On the other hand, Esypro also offers more advanced solutions, such as Esyair, an automated storage system that can be combined with Power & Free transportation. This automated configuration provides efficient material handling, allowing synchronized storage and transportation of parts without direct human intervention.

In conclusion, overhead conveyors are not only effective for material transportation but can also play a significant role in storage operations within industrial environments. The adaptability and specialized solutions provided by Esypro allow for the fulfillment of a wide range of needs, from manual systems to advanced automated solutions.
Why choose Esyconveyor?
Esyconveyor stands out as an overhead rope conveyor, distinguished by its low maintenance requirements compared to other systems. With over 30 years of experience in the automotive sector, Esyconveyor has been refined and standardized to deliver reliable and long-lasting performance. We offer two configurations, Power & Free and Monorail, tailored to the specific needs of your production process.
Contact us today, and our expert team will provide personalized advice to help you find the perfect overhead conveyor for your company.